
Reuse Waste Water with Culligan MBR Systems
Increasing pressure from population growth, changing weather patterns, and pollution are all contributing to a growing situation of water scarcity.
Membrane BioReactor (MBR) technology is a great solution to meet those needs and potentially reuse treated waste water.
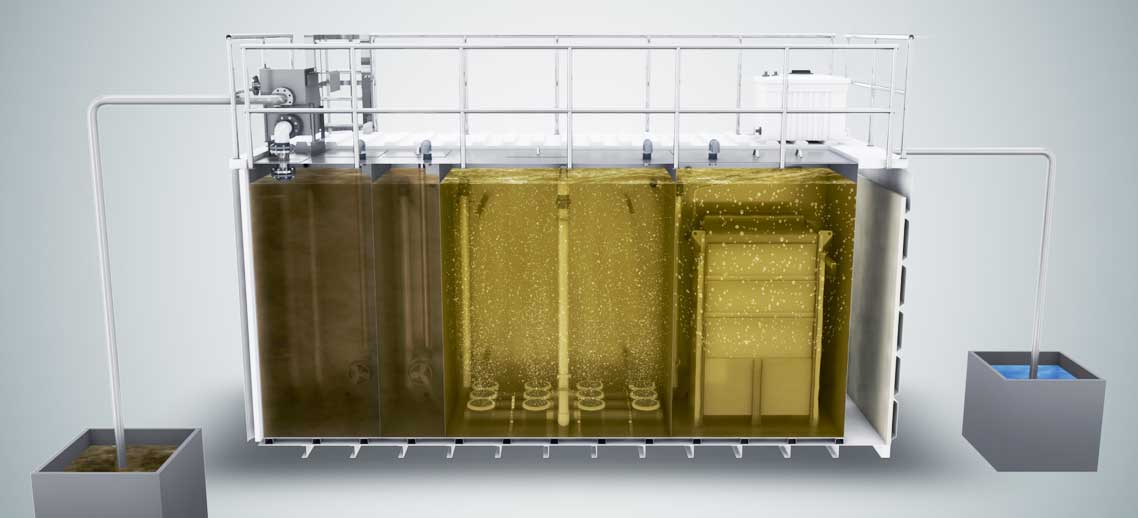

ANOXIC TANK
MECHANICAL SCREENING
ANAEROBIC TANK
AEROBIC TANK
MBR MEMBRANES

Flatsheet MBR membrane modules are fully submerged in the mixed liquor inside the tank for direct outside to inside filtration.The membrane separates solids and microbes from the activated sludge. The module aeration system generates an upward water and air flux to prevent membrane foulingThe modules are made of robust reinforced flatsheet membrane with a nominal pore size of 0.15μmThis allows treated effluent to be produced that can be reused in non-potable applications.
OUTLET
 Because of the high removal efficiencies (TSS >98%) the effluent can potentially be used for reuse applications such as irrigation
Because of the high removal efficiencies (TSS >98%) the effluent can potentially be used for reuse applications such as irrigation Benefits of a MBR system:
- High Effluent quality – potential for reuse
- Small Footprint
- Low sludge production
- High stability
Applications for MBR:
- Decentralized commercial sites, such as shopping malls, hotels and resorts
- Military and relief aid camps
- Small municipal communities
- Industries such as food & Beverage, industrial laundries, the chemical and pharmaceutical sectors
- Sites that require upgrading to meet more stringent discharge quality levels
HOW DOES THE MBR PROCESS WORK?
CONVENTIONAL ACTIVATED SLUDGE WASTE WATER TREATMENT

In the Conventional Activated Sludge Method, sludge is separated into solids and liquid in a settling tank. This is called clarification.
MEMBRANE BIBIOREACTOR SYSTEM

The innovative MBR technology combines activated sludge treatment with solid-liquid separation by means of micro-porous membranes in place of the traditional separation by secondary clarification.
Advantages of MBR versus Conventional Activated Sludge (CAS) Treatment
- Smaller Footprint – the MBR process removes the need for a separate clarifier
- Less Sludge – The ability to hold higher concentrations of MLSS and having longer sludge residence times allows the MBR to produce less sludge than conventional activated sludge systems.
- High Effluent Quality – the flat sheet membranes used by Culligan have a pore size of just 0.15 µm resulting in clear, highly purified effluent.
- Reduced Operator Input – the simpler process without the clarifier stage reduces the need for operator checks and adjustments.
- High Stability – the MBR process is stable across a range of conditions and can manage high levels of variability.
Top
In addition to standard installations Culligan MBR systems are available in a wide range of configurations designed to meet your specific needs such as mobile containerized solutions for remote sites, or retrofit systems to enhance the performance of existing treatment plants.
Membrane Bio-Reactor systems from Culligan offer the latest technological solution to meet all waste water and water reuse needs.